



1.回風箱的制作應符合要求,壓條要上好,保溫良好;安裝時不得弄壞保溫材料;
2.回風箱與風機盤管鉚接時,回風箱必須要上正,不得歪曲、搓角;
3.法蘭焊接不應有漏焊,孔洞,法蘭對角誤差小于3MM,平整度誤差小于2MM,法蘭螺孔及鉚釘孔距規定為120MM,法蘭刷油漆前必須除去焊渣,再刷二次;
4.風管封頭采用窩扣方式,風嘴(0.05米)采用鉚接,每處都要打密封膠,法蘭鉚接時,風管翻邊不得小于6MM,并且四邊要一致
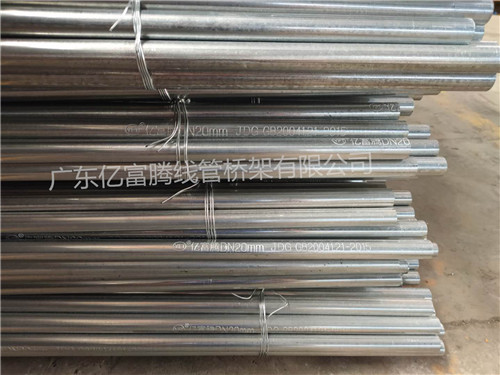
熱鍍鋅圓管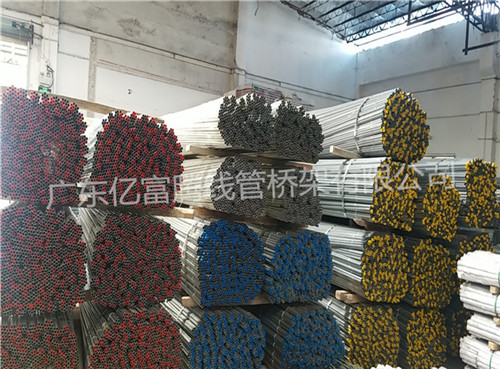




3. 焊接:
焊接工藝: 將卷曲或成型后的鋼帶通過焊接工藝連接成一根完整的圓管。常見的焊接方法包括高頻焊、電阻焊等。
4. 鍍鋅處理:
熱浸鍍鋅: 將焊接成型的鋼管送入熱浸鍍鋅設備中,首行酸洗處理,去除表面的油污和氧化物,然后將管道浸入熔化的鋅中,形成一層鋅涂層。這一層鋅能有效地保護鋼管表面免受腐蝕。
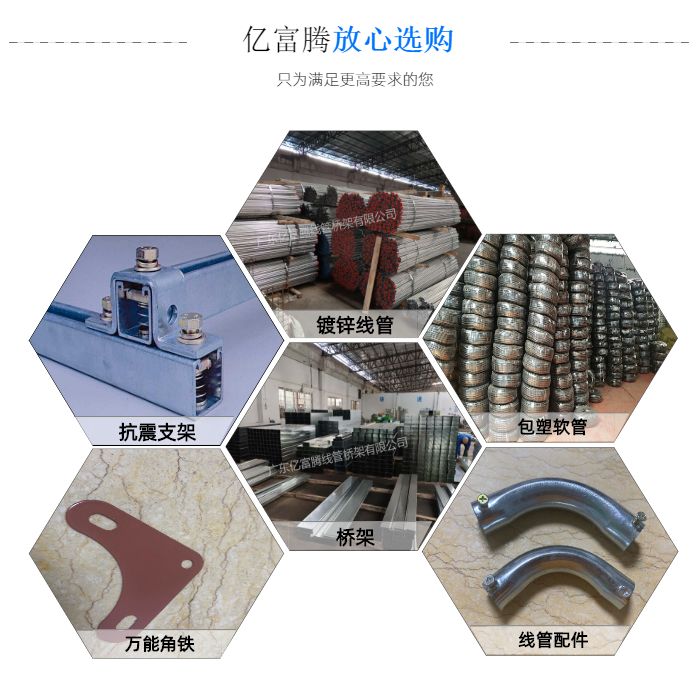
熱鍍鋅圓管 廣東億富騰線管橋架有限公司是一家以生產制作鍍鋅鐵線管,電纜橋架(鍍鋅線槽,噴涂防火線槽,鋁合金線槽,不銹鋼線槽,熱鍍鋅線槽等),包塑軟管,萬1能角鐵,C型鋼等各類產品的公司。熱鍍鋅圓管服務熱線。
廣東億富騰線管橋架有限公司是一家以生產制作鍍鋅鐵線管,電纜橋架(鍍鋅線槽,噴涂防火線槽,鋁合金線槽,不銹鋼線槽,熱鍍鋅線槽等),包塑軟管,萬1能角鐵,C型鋼等各類產品的公司。熱鍍鋅圓管服務熱線。
5. 冷卻和:
冷卻: 鍍鋅后的管道會經過冷卻過程,確保鋅層牢固附著在鋼管表面。
: 通過切割、等工藝,將鍍鋅帶圓管切割成所需的長度和規格。
6. 檢驗和包裝:
質量檢驗: 對制造出的鍍鋅帶圓管進行質量檢驗,確保產品符合相關標準和要求。
包裝: 將合格的產品進行包裝,以便運輸和存儲,同時保護管道不受損壞。
熱鍍鋅圓管


 在線客服
在線客服 13302931408
13302931408 1058553806@qq.com
1058553806@qq.com


